 English
English- English
-
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Home
>
Products > Turning and Milling Combined Machine
>
Inner Three-curve Groove Turning and Milling Machine






Inner Three-curve Groove Turning and Milling Machine
Jingfusi® Inner Three-curve Groove Turning and Milling Machine is a specialized machining tool used for the precision machining of inner grooves with three curved or contoured surfaces. This Inner Three-curve Groove Turning and Milling Machine is commonly employed in industries that require the production of complex parts with inner grooves or profiles that cannot be easily created using conventional machining methods.
Model:CK46-3+2
Send Inquiry
Product Description
While primarily used for inner groove machining, these machines can also handle other machining operations, making them versatile for a wide range of applications. Industries such as aerospace, medical device manufacturing, automotive, and precision engineering often rely on these machines to produce intricate and high-precision components. Inner Three-curve Groove Turning and Milling Machines can process various materials, including metals, plastics, and composites, depending on the specific machining needs.
Machine Travel Diagram

Product Details

Parameter List
| Item | unit | Specification |
| Max. turning diameter | mm | 250 |
| Max. swing diam. over lathe | mm | Ø500 |
| Max. turning diameter through slide bed | mm | Ø160 |
| Slanting bed degree | degree | 35° |
| X-axis effective travel | mm | 1000 |
| Z-axis effective travel | mm | 400 |
| X/Z axis max. fast travel speed | m/min | 24 |
| Cast iron base area | ㎡ | 1.8 x 1.1 |
| Machine size :L x W x H | mm | 2100x 1580 x 1800 |
| Machine net weight | kg | 2600 |
| tool no. | pcs | 8 |
| Square tools | mm | 20 x 20 |
| Hole knife size | mm | Ø20 |
| Total horse | kw | 13 |
| Average power consumption | kw/h | 2 |
| Spindle face form |
|
A2-5 |
| Spindle speed | r/min | 6000 |
| Spindle speed setting | r/min | 1-4500 |
| Spindle Rated Torque | Nm | 35Nm(1500 r/min) |
| Maximum bar diameter | mm | Ø45 |
Machine Tool Accuracy
| Machine accuracy,Jingfus factor standard : | ||||
| Major test item | Schematic diagram | Factory standard | ||
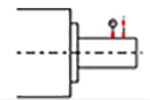
| Spindle radial beat, |
 |
Detect runout of outer cone | 0.0035 | |
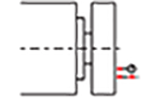
| X-axis repeat position,X |
 |
Detect repeated positioning of the X-axis. Note: First predict about 50 times to offset the error of the cold engine and hot engine, and then detect the repeated positioning. | 0.003 | |
| Z-axis repeat position,Z |
 |
Detect repeated positioning on the Z axis. Note: First predict about 50 times to offset the error of the cold engine and hot engine, and then detect the repeated positioning. | 0.003 | |
| C axis repeat position,C |
 |
Detect the repositioning of the C-axis fixed point, note: first predict about 50 times to offset the error of the cold engine and hot engine, and then detect the repeated positioning | 20 arc seconds | |
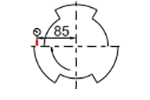
| C axis position rotary,C |
 |
Detect the random position accuracy of the C-axis, note: first predict about 50 times to offset the error of the cold engine and hot engine, and then check the repeated settings | 72 arc seconds | |
| If the customer wants to test the ISO or VD1 accuracy of X/Z/Y axis, it shall be determined at the time of writing the contract. The customer must test this item at the same time of the initial acceptance of Jingfusi Factory. | ||||
Hot Tags: Inner Three-curve Groove Turning and Milling Machine, China, Manufacturers, Suppliers, Factory, Quality, Price List
Send Inquiry
Please feel free to fill your inquiry in the form below. We will reply you in 24 hours.









X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy